
der Horst
Urgestein
- Mitglied seit
- 10.06.2007
- Beiträge
- 4.430
- Ort
- Oberpfalz
- Desktop System
- Blechkübel
- Details zu meinem Desktop
- Prozessor
- 13700k
- Mainboard
- ASrock z790 Livemixer
- Kühler
- Alphacool Aurora XPX light
- Speicher
- G.Skill DDR5 6000
- Grafikprozessor
- RTX3090
- Display
- LG C3 42"
- SSD
- viele
- HDD
- keine
- Gehäuse
- Blechkübel
- Netzteil
- bequiet 1kw
- Keyboard
- Monsgeek M1 V5
- Mouse
- PWNAGE ultra custom
- Betriebssystem
- Win11
- Sonstiges
- Anycubic Kobra S1, Photon Mono, Tronxy X5SA-Pro,
- Internet
- ▼zu wenig ▲zu wenig
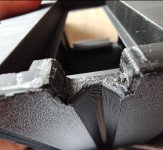
Ja solche Phänomene gibts. Fand das Z790 Livemixer anfangs auch wild. Aber nach ein paar mal gucken, und dann mit dem Rest vom Build ganz passend. Geht mir auch oft mit Autos so. Oder Musik.Also je länger ich es anschaue, desto besser finde ich den Mix, aber gestern beim Druck fand ich es erstmal blöd😂


















")

