
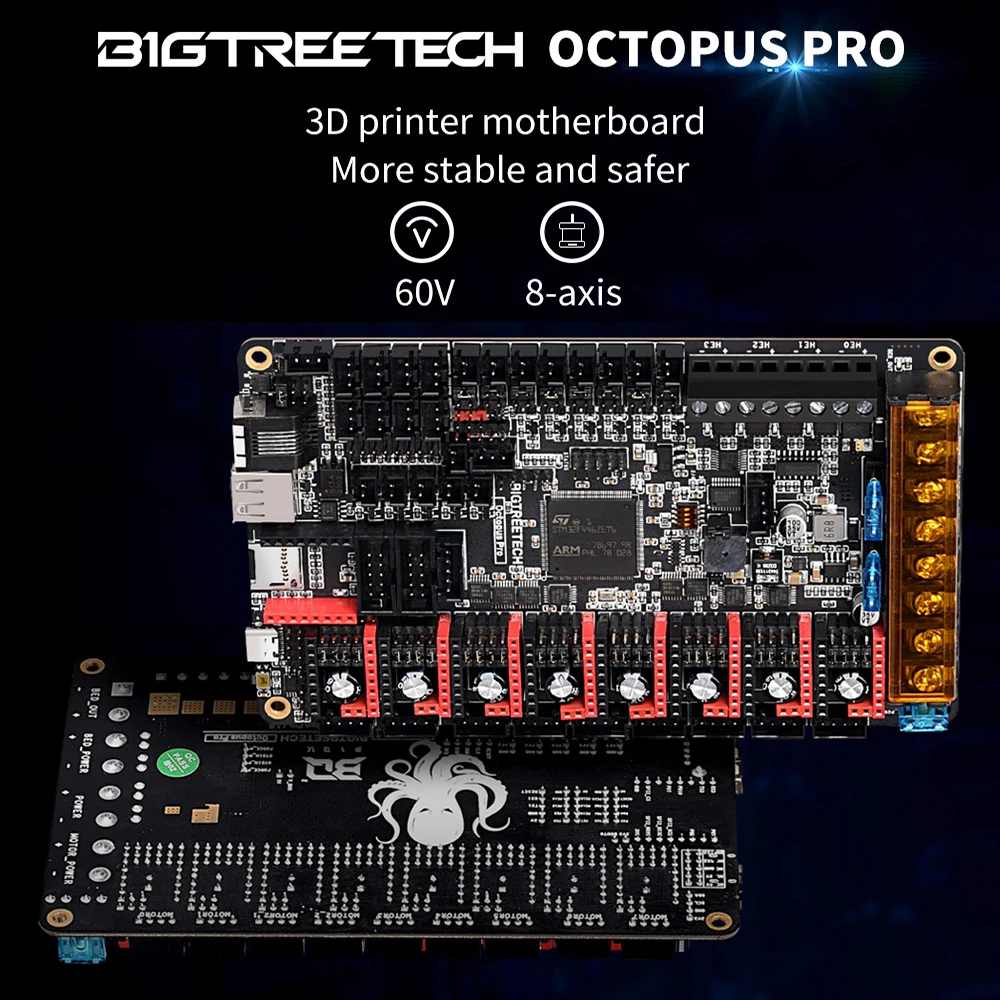
Hat sich jemand schon das neue Bigtreetech Octopus Pro angesehen? Das Teil ist endlich mal so, wie ich mir ein High-End Board vorstelle...
8x Treiber mit wählbarem Spannungseingang (wahlweise Vmot bis 60V oder 24V)
PT100 Verstärker auf dem Board
USB-C
Spannung ist pro Lüfter (!) wählbar zwischen 5V, 12V und 24V - endlich keine Step Up/Down mehr nötig
6x Lüfter wird unterstützt
Und noch weiterer Schnickschnack.
 de.aliexpress.com
de.aliexpress.com
8x Treiber mit wählbarem Spannungseingang (wahlweise Vmot bis 60V oder 24V)
PT100 Verstärker auf dem Board
USB-C
Spannung ist pro Lüfter (!) wählbar zwischen 5V, 12V und 24V - endlich keine Step Up/Down mehr nötig
6x Lüfter wird unterstützt
Und noch weiterer Schnickschnack.
Bigtreetech btt octopus pro motherboard tmc2209 tmc5160 unterstützung klipper marlin 3d drucker teile ender3 v2 pro cr10 upgrade - AliExpress 7
Smarter Shopping, Better Living! Aliexpress.com




")

")