
Hi,
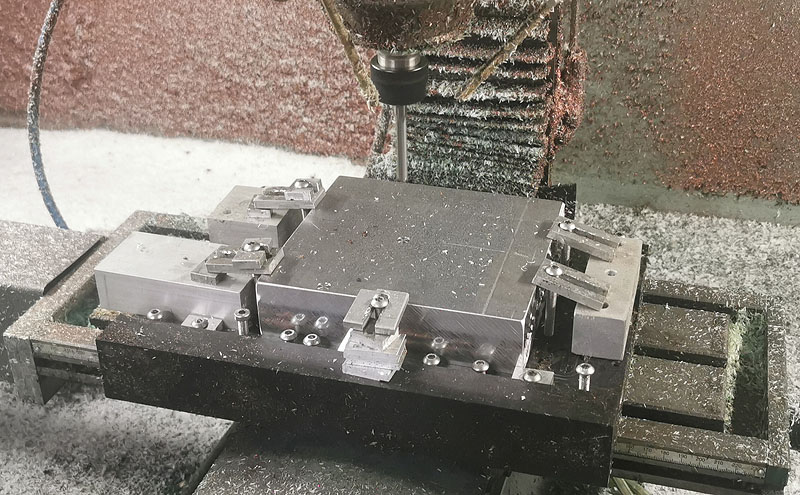
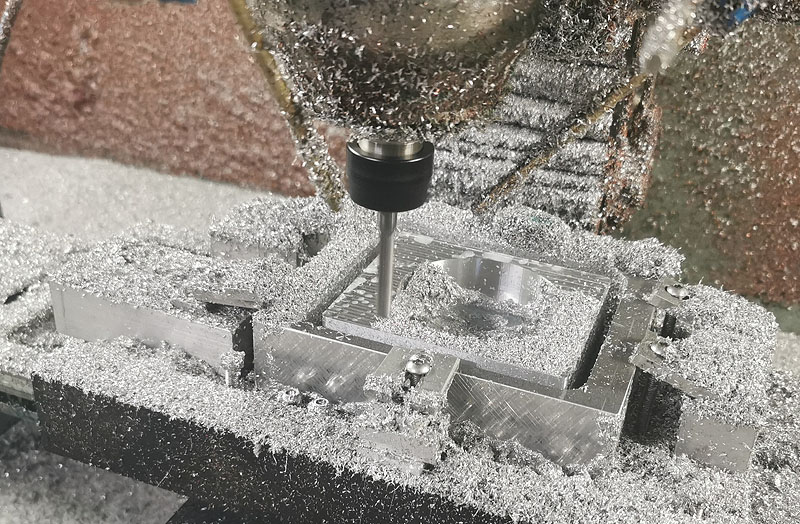
durch Corona gibt es finanzielle Engpässe. Glück für mein Kumpel, Pech für mich hehe. Ich habe mein Kumpel so einiges an Cnc Kram günstig verkauft, und er möchte eine Cnc Fräse haben. Also werde ich mein Kumpel eine Cnc Fräse bauen. Allerdings wird es noch eine weile dauern. Aktuell bereite ich mich auf die Alubestellung vor. Später wird dann programmiert und gefräßt, wobei die halbe Maschine bereits schon programmiert ist. Denn die Maschine ist bis auf Y identisch zu meiner kleinen HSC Fräse die gleichzeitig als Vorbild dient. Mit der kleinen HSC Fräse mit meiner überarbeiteten Chinaspindel kann ich ohne Probleme Alu mit einen Vorschub von 6m/min fräst. Macht Spass hehe
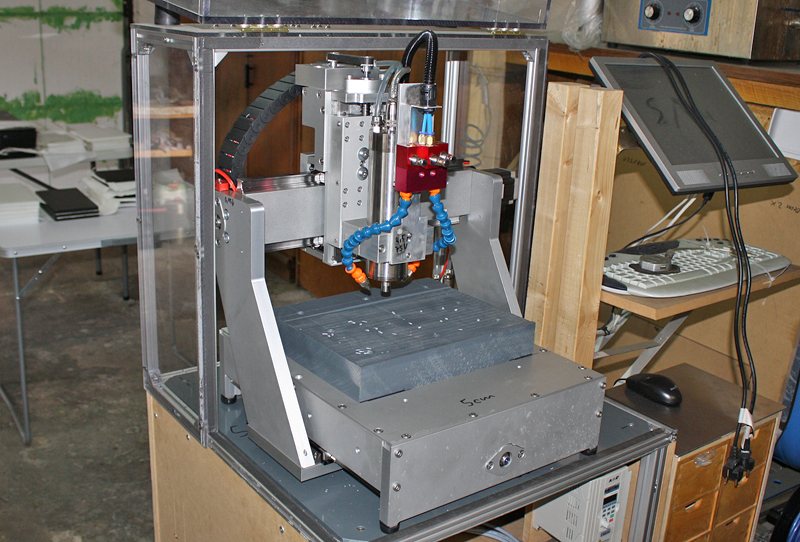
Alu fräsen macht Spass mit 6m/min hehe
An dieser Stelle möchten wir Ihnen ein Youtube-Video zeigen. Ihre Daten zu schützen, liegt uns aber am Herzen: Youtube setzt durch das Einbinden und Abspielen Cookies auf ihrem Rechner, mit welchen sie eventuell getracked werden können. Wenn Sie dies zulassen möchten, klicken Sie einfach auf den Play-Button. Das Video wird anschließend geladen und danach abgespielt.
Youtube Videos ab jetzt direkt anzeigen
Ob ich die Maschine zusammenbaue und per Spedition liefere, oder ob die Einzelteile zu ihm geliefert werden ist noch unklar. Bis auf die Schneeberger Führungen und die Chinaspindel nutzt meine Maschine die selben Komponenten. MMKS und Referenzschalter mal außen vor. Darum kümmert er sich.
Eckdaten:
Frässpindel:
Eines meiner überarbeiteten Chinaspindeln 10µ, D80, 400hz, ER20, 2,2Kw, Watercooled
Verfahrweg:
X: 310mm
Y: 750mm
Z: 110mm
Kugelumlaufspindeln: Isel
X: 16x10
Y: 16x10
Z: 16x5
Linearführungen:
X: Lintec Größe 20 Laufwagen lang
Y: Schneeberger Größe 20 Laufwangen normal
Z: Lintec Größe 15 Mini Laufwagen normal
Material: 3-20mm Aluvollmaterial AW6068, ca. 65 Kilo
Gesamtgewicht: Ca. ~100Kilo
Aufspannplatte:
T-Nuttenplatte Ausführung schwer
Endstufen:
Wantai dq 860ma -> 7,8A, 80V
Netzteil:
Noname 70V
Angestrebter G0:
10m/min + in X/Y sowie 5m/min+ in Z
BOB:
Benezan Mini BOB
FU:
Parker Vector controlled
Stepper:
3/4A Noname
Budget: ca. 3000€
Verwendungszweck:
Fräsen von Kunststoffe, Holz und Ne-Metalle sowie Gravieren in Stahl und Edelstahl
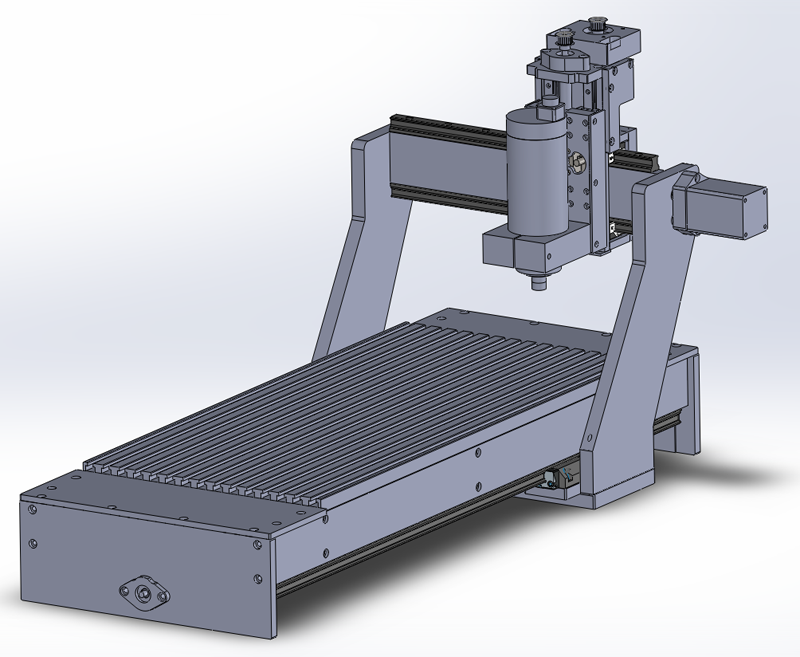
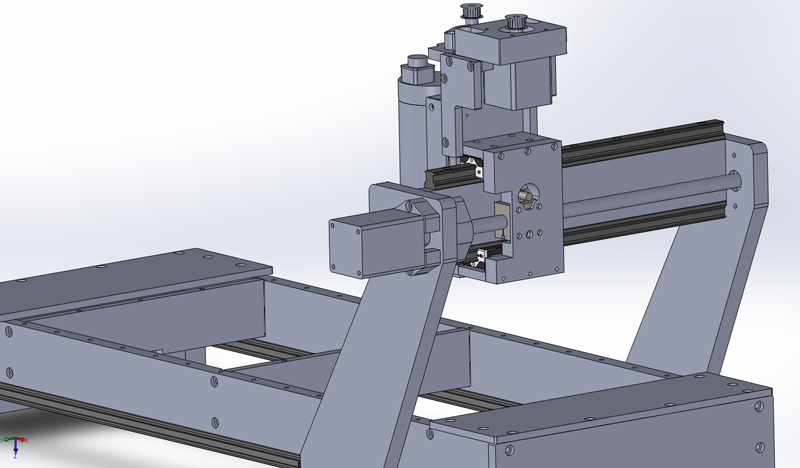
Der Aufbau hat sich bei mir sehr bewährt. Sicherlich gibt es noch Optimierungspotential am Maschinenbett. Allerdings müssen wir auch die Kosten und die Machbarkeit im Auge behalten. Die Portalwangen sollten noch mit 20er Vierkant unterstützt werden. Das kann er aber selber machen auf der Maschine. Sicherlich mag die Z Achse recht wenig Verfahrweg haben, allerdings kann man damit noch immer 40mm dicke Platten fräsen. Viel mehr machen die günstigen Spindeln sowieso nicht mit… Schraubstockspannung ist nicht geplant. Es wird Mittelfristig eher in Richtung Vakuumspanntechik investiert.
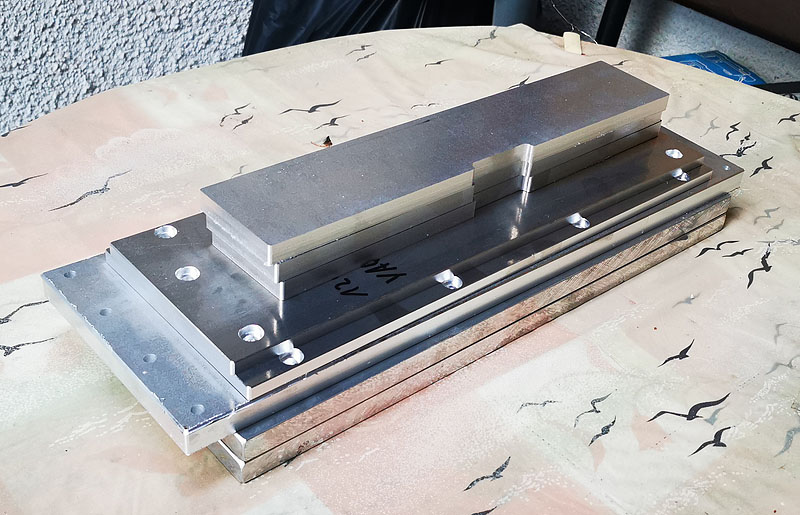
Ich habe bewusst Vollmaterial gewählt, da es nur etwa 25% teurer ist als normale Profile, die exponierten Flächen sowieso abgefräßt werden müssen und ganz wichtig, weil es weniger Resonanzen durch mehr Gewicht gibt. Fräsen hört sich nach Fräsen an und nicht das geknirsche der Aluprofile. Sicherlich nicht jedermanns Sache da nicht jeder eine größere Fräse hat womit er die Teile fräsen kann.
Meine Erfahrung im Selbstbau von Cnc Fräsen ist es das man ruhig manchmal auf Noname oder Chinaprodukte zurückgreifen kann. Noname Lager, Noname Stepper bieten keinen deutlichen Nachteil. Meine HSC Fräse ist schnell, präzise, und hatte seit 5 Jahren keinen defekt im gewerblichen Einsatz. Auch günstige Chinaspindeln kann man bedingt für Alu nutzen wenn man weiß wo man kaufen muss, wenn man das richtige Fabrikat erwischt hat und wenn sie nachbearbeitet wurde. Meine Spindeln die ich im Einsatz habe/hatte liefen/laufen mehr als 4500 Betriebsstunden. Auch die Wantei Chinaendstufen laufen sauber und für rund 45€/Stk. Biete diese ein unschlagbares Preisleistungsverhältnis.
Beim Bob setze ich allerdings auf etwas hochpreisigere Produkte. Der Grund ist das es eine große Community gibt, und ein tollen Support. Die Linearführungen sind über jeden Zweifel erhaben. Die laufen nach vielen Tausend Betriebsstunden noch wie am ersten Tag. Die Maschine soll laufen, und das nach 5 Jahren noch. Genauso sieht es auch mit den Isel Kugelumlaufspindeln aus. Ja, die haben einen konstruellen Nachteil und bieten dadurch nicht die größte Last. Aber für das bisschen was es hin und herzuschieben gilt funktioniert es bestens. Auch nach 5 Jahren noch ohne einmal die Muttern nachstellen zu müssen. ( wobei es langsam Zeit wird [ Umkehrspiel 40µ])
Sollte mal etwas ausgenudelt sein, kann man mittels Schraube die Muttern nachstellen. Das funktioniert recht gut und ist etwa alle 3-4 Jahre nötig. 4x nachstellen ist drin. Dann ist auch die Mutter ausgenudelt. In dem Falle, muss nur die Mutter für 90€ getauscht werden und man kann weitere ca. 15 Jahre mit arbeiten. Dann werden vermutlich aber auch die Spindeln verschlissen sein. So gesehen sind die Präzisionsteile auf Haltbarkeit ausgelegt. Ganz im Gegensatz zu diversen Chinapräzisionselemente die ja teilweise nicht mal gehärtet sind…
Ich für meinen Teil hätte mir keinen Parker FU gekauft da das Drehmoment für diese Maschine auch ohne Vector völlig ausreicht. Da hätte er sich 100€ sparen können.
Immer Gas geben und Vorschub hoch. Hat noch nie geschadet hehe
Für mich machen andere Komponenten bei den meisten Anwendungen wenig Sinn. Wer nun wirklich Hauptsächlich Metalle, fräst, dem würde ich eine andere Spindel empfehlen.
Ich würde nie mehr teure Endstufen von Leadshine und Co kaufen die ja auch nur aus China kommen… oder irgendwelche billigen 24V Endstufen. Der Aufpreis zu etwas potentes ist recht gering. Ich würde auch nie Chinalinearführungen der Discountklasse kaufen da man ja auch langfristig etwas von der Fräse haben will. Und nicht nur 2-3 Jahre.
Bei Kugelumlaufspindeln kann man sich streiten. Die Chinadinger sind auch ok oder aber auch Hiwin. Da ich bisher alle 3 meiner Maschinen mit Isel ausgestattet habe und ich weiß das ich damit locker 10-15 Jahre arbeiten kann, habe ich mich wieder für Isel entschieden. Never touch a running system…. … Zu der Frässpindel sage ich hier mal lieber nichts warum ich speziell diverse 3 Fabrikate bevorzuge hehe

Gruß Marc
durch Corona gibt es finanzielle Engpässe. Glück für mein Kumpel, Pech für mich hehe. Ich habe mein Kumpel so einiges an Cnc Kram günstig verkauft, und er möchte eine Cnc Fräse haben. Also werde ich mein Kumpel eine Cnc Fräse bauen. Allerdings wird es noch eine weile dauern. Aktuell bereite ich mich auf die Alubestellung vor. Später wird dann programmiert und gefräßt, wobei die halbe Maschine bereits schon programmiert ist. Denn die Maschine ist bis auf Y identisch zu meiner kleinen HSC Fräse die gleichzeitig als Vorbild dient. Mit der kleinen HSC Fräse mit meiner überarbeiteten Chinaspindel kann ich ohne Probleme Alu mit einen Vorschub von 6m/min fräst. Macht Spass hehe
Alu fräsen macht Spass mit 6m/min hehe
Datenschutzhinweis für Youtube
An dieser Stelle möchten wir Ihnen ein Youtube-Video zeigen. Ihre Daten zu schützen, liegt uns aber am Herzen: Youtube setzt durch das Einbinden und Abspielen Cookies auf ihrem Rechner, mit welchen sie eventuell getracked werden können. Wenn Sie dies zulassen möchten, klicken Sie einfach auf den Play-Button. Das Video wird anschließend geladen und danach abgespielt.
Youtube Videos ab jetzt direkt anzeigen
Ob ich die Maschine zusammenbaue und per Spedition liefere, oder ob die Einzelteile zu ihm geliefert werden ist noch unklar. Bis auf die Schneeberger Führungen und die Chinaspindel nutzt meine Maschine die selben Komponenten. MMKS und Referenzschalter mal außen vor. Darum kümmert er sich.
Eckdaten:
Frässpindel:
Eines meiner überarbeiteten Chinaspindeln 10µ, D80, 400hz, ER20, 2,2Kw, Watercooled
Verfahrweg:
X: 310mm
Y: 750mm
Z: 110mm
Kugelumlaufspindeln: Isel
X: 16x10
Y: 16x10
Z: 16x5
Linearführungen:
X: Lintec Größe 20 Laufwagen lang
Y: Schneeberger Größe 20 Laufwangen normal
Z: Lintec Größe 15 Mini Laufwagen normal
Material: 3-20mm Aluvollmaterial AW6068, ca. 65 Kilo
Gesamtgewicht: Ca. ~100Kilo
Aufspannplatte:
T-Nuttenplatte Ausführung schwer
Endstufen:
Wantai dq 860ma -> 7,8A, 80V
Netzteil:
Noname 70V
Angestrebter G0:
10m/min + in X/Y sowie 5m/min+ in Z
BOB:
Benezan Mini BOB
FU:
Parker Vector controlled
Stepper:
3/4A Noname
Budget: ca. 3000€
Verwendungszweck:
Fräsen von Kunststoffe, Holz und Ne-Metalle sowie Gravieren in Stahl und Edelstahl
Der Aufbau hat sich bei mir sehr bewährt. Sicherlich gibt es noch Optimierungspotential am Maschinenbett. Allerdings müssen wir auch die Kosten und die Machbarkeit im Auge behalten. Die Portalwangen sollten noch mit 20er Vierkant unterstützt werden. Das kann er aber selber machen auf der Maschine. Sicherlich mag die Z Achse recht wenig Verfahrweg haben, allerdings kann man damit noch immer 40mm dicke Platten fräsen. Viel mehr machen die günstigen Spindeln sowieso nicht mit… Schraubstockspannung ist nicht geplant. Es wird Mittelfristig eher in Richtung Vakuumspanntechik investiert.
Ich habe bewusst Vollmaterial gewählt, da es nur etwa 25% teurer ist als normale Profile, die exponierten Flächen sowieso abgefräßt werden müssen und ganz wichtig, weil es weniger Resonanzen durch mehr Gewicht gibt. Fräsen hört sich nach Fräsen an und nicht das geknirsche der Aluprofile. Sicherlich nicht jedermanns Sache da nicht jeder eine größere Fräse hat womit er die Teile fräsen kann.
Meine Erfahrung im Selbstbau von Cnc Fräsen ist es das man ruhig manchmal auf Noname oder Chinaprodukte zurückgreifen kann. Noname Lager, Noname Stepper bieten keinen deutlichen Nachteil. Meine HSC Fräse ist schnell, präzise, und hatte seit 5 Jahren keinen defekt im gewerblichen Einsatz. Auch günstige Chinaspindeln kann man bedingt für Alu nutzen wenn man weiß wo man kaufen muss, wenn man das richtige Fabrikat erwischt hat und wenn sie nachbearbeitet wurde. Meine Spindeln die ich im Einsatz habe/hatte liefen/laufen mehr als 4500 Betriebsstunden. Auch die Wantei Chinaendstufen laufen sauber und für rund 45€/Stk. Biete diese ein unschlagbares Preisleistungsverhältnis.
Beim Bob setze ich allerdings auf etwas hochpreisigere Produkte. Der Grund ist das es eine große Community gibt, und ein tollen Support. Die Linearführungen sind über jeden Zweifel erhaben. Die laufen nach vielen Tausend Betriebsstunden noch wie am ersten Tag. Die Maschine soll laufen, und das nach 5 Jahren noch. Genauso sieht es auch mit den Isel Kugelumlaufspindeln aus. Ja, die haben einen konstruellen Nachteil und bieten dadurch nicht die größte Last. Aber für das bisschen was es hin und herzuschieben gilt funktioniert es bestens. Auch nach 5 Jahren noch ohne einmal die Muttern nachstellen zu müssen. ( wobei es langsam Zeit wird [ Umkehrspiel 40µ])
Sollte mal etwas ausgenudelt sein, kann man mittels Schraube die Muttern nachstellen. Das funktioniert recht gut und ist etwa alle 3-4 Jahre nötig. 4x nachstellen ist drin. Dann ist auch die Mutter ausgenudelt. In dem Falle, muss nur die Mutter für 90€ getauscht werden und man kann weitere ca. 15 Jahre mit arbeiten. Dann werden vermutlich aber auch die Spindeln verschlissen sein. So gesehen sind die Präzisionsteile auf Haltbarkeit ausgelegt. Ganz im Gegensatz zu diversen Chinapräzisionselemente die ja teilweise nicht mal gehärtet sind…
Ich für meinen Teil hätte mir keinen Parker FU gekauft da das Drehmoment für diese Maschine auch ohne Vector völlig ausreicht. Da hätte er sich 100€ sparen können.
Immer Gas geben und Vorschub hoch. Hat noch nie geschadet hehe
Für mich machen andere Komponenten bei den meisten Anwendungen wenig Sinn. Wer nun wirklich Hauptsächlich Metalle, fräst, dem würde ich eine andere Spindel empfehlen.
Ich würde nie mehr teure Endstufen von Leadshine und Co kaufen die ja auch nur aus China kommen… oder irgendwelche billigen 24V Endstufen. Der Aufpreis zu etwas potentes ist recht gering. Ich würde auch nie Chinalinearführungen der Discountklasse kaufen da man ja auch langfristig etwas von der Fräse haben will. Und nicht nur 2-3 Jahre.
Bei Kugelumlaufspindeln kann man sich streiten. Die Chinadinger sind auch ok oder aber auch Hiwin. Da ich bisher alle 3 meiner Maschinen mit Isel ausgestattet habe und ich weiß das ich damit locker 10-15 Jahre arbeiten kann, habe ich mich wieder für Isel entschieden. Never touch a running system…. … Zu der Frässpindel sage ich hier mal lieber nichts warum ich speziell diverse 3 Fabrikate bevorzuge hehe
Gruß Marc




")



")